Sformułowanie „opakowanie odporne chemicznie” pojawia się w branży B2B niezwykle często. Jednak dla kierownika produkcji czy technologa odpowiedzialnego za proces rozlewu, ogólniki to za mało. Kluczowe są twarde parametry techniczne i zachowanie materiału w bezpośrednim kontakcie z konkretną substancją.
W PPHU ROMAK opieramy produkcję na polietylenie o wysokiej gęstości (HDPE). Zamiast pisać, że jest on po prostu „wytrzymały”, rozkładamy jego odporność chemiczną na czynniki pierwsze.
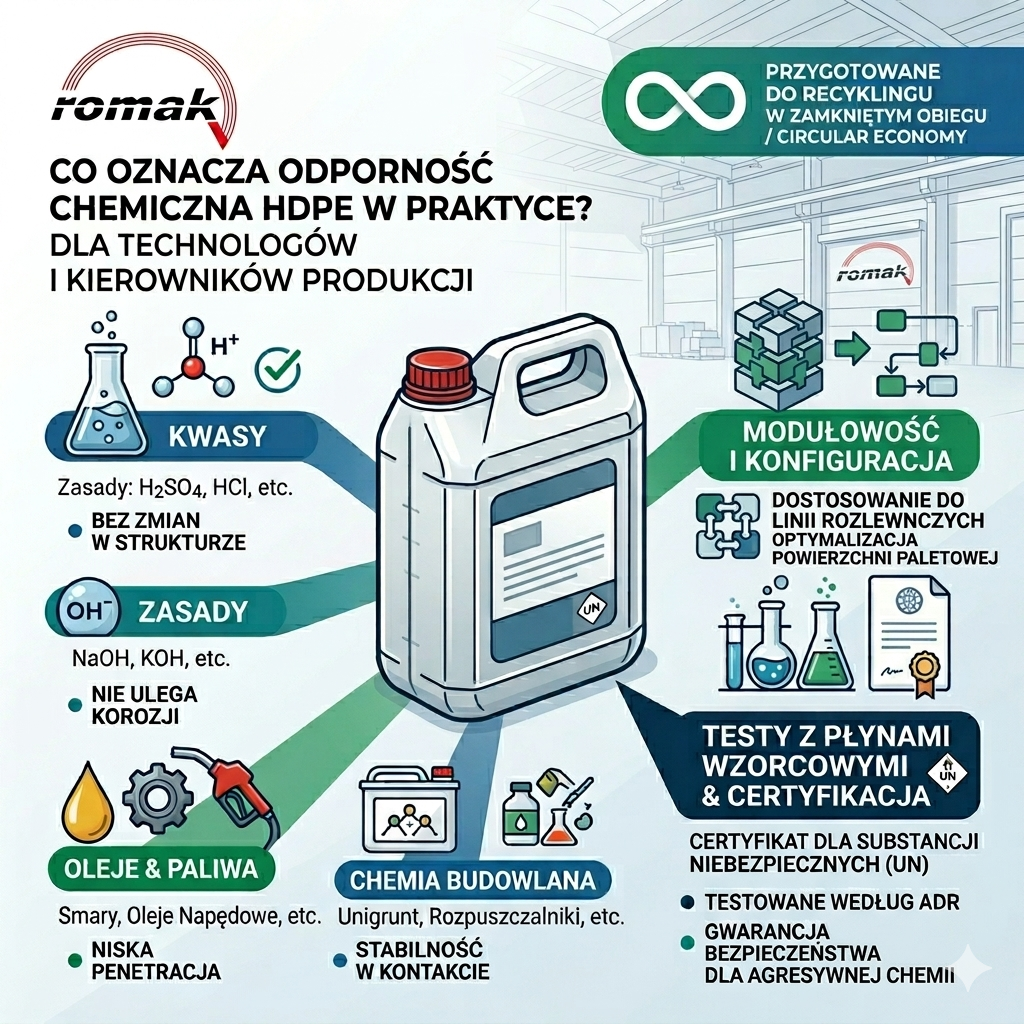
Jak HDPE reaguje z poszczególnymi grupami substancji?
1. Kwasy (np. $H_2SO_4$, $HCl$) i zasady (np. $NaOH$, $KOH$)
HDPE charakteryzuje się niemal całkowitą bezwładnością wobec silnych kwasów nieorganicznych oraz zasad.
- W praktyce: Materiał nie wchodzi w reakcje wymiany, co oznacza brak zmian w strukturze opakowania.
- Bezpieczeństwo: Polimer nie ulega korozji naprężeniowej pod wpływem substancji alkalicznych, co eliminuje ryzyko mikrospękań i rozszczelnienia kanistra na magazynie.
2. Oleje, paliwa i smary
W przypadku produktów ropopochodnych kluczowym parametrem jest niska penetracja tworzywa.
- W praktyce: HDPE wykazuje doskonałą odporność na oleje mineralne i syntetyczne.
- Ograniczenia: Długotrwały kontakt z niektórymi węglowodorami aromatycznymi może powodować zjawisko lekkiego pęcznienia tworzywa, dlatego przy rygorystycznych wymaganiach zawsze analizujemy dokładną specyfikację medium.
3. Chemia budowlana (unigrunty, plastyfikatory, rozpuszczalniki)
Sektory budowlany i wykończeniowy wymagają opakowań, które utrzymają stabilność chemiczną agresywnych formulacji rynkowych. HDPE nie reaguje ze składnikami popularnych gruntów czy domieszek do betonów, gwarantując czystość chemiczną produktu od momentu nalania do otwarcia przez klienta docelowego.
Wyróżnik ROMAK: Testy z płynami wzorcowymi i certyfikacja UN
Sama odporność teoretyczna to jedno, ale bezpieczeństwo logistyczne wymaga formalnych dowodów. W trosce o powtarzalność procesów na każdym etapie – co potwierdza nasz system zarządzania jakością ISO 9001:2015 – poddajemy opakowania rygorystycznym procedurom testowym.
- Płyny wzorcowe (referencyjne): Aby uzyskać certyfikat dla substancji niebezpiecznych (UN), nasze kanistry przechodzą testy laboratoryjne z użyciem płynów wzorcowych (m.in. wody, agensów powierzchniowo czynnych, kwasu octowego czy kwasu azotowego). Symulują one długotrwałe, agresywne oddziaływanie chemiczne na strukturę polimeru.
- Zgodność z ADR: Badania te pozwalają określić maksymalną gęstość i stopień agresywności mediów, jakie mogą być bezpiecznie transportowane w naszych opakowaniach drogą lądową.
Podsumowanie
Wybór opakowania HDPE z certyfikacją to gwarancja bezpieczeństwa dla Twojej linii rozlewniczej oraz bezproblemowego magazynowania. Ciągła weryfikacja procesów produkcyjnych w naszym zakładzie w Tychach pozwala nam dostarczać kanistry i butelki, które bez trudu wytrzymują kontakt z wymagającą chemią przemysłową.
Planujesz wdrożenie nowego produktu chemicznego i potrzebujesz dopasować opakowanie do specyfikacji fizykochemicznej medium?
Skontaktuj się bezpośrednio z naszym Działem Handlowym:
📞 Tel. +48 517 107 999 | 📧 handel@romak.pl